|
Détails sur le produit:
|
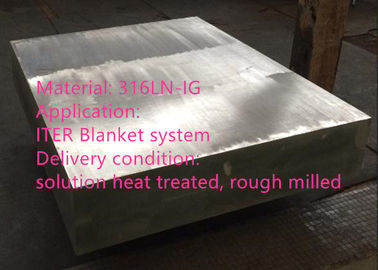
| Matériau: | UNS S31653, acier inoxydable 316LN-IG | ||
|---|---|---|---|
| Mettre en évidence: | superalliage de haute performance,alliages anticorrosion |
||
Pièces forgées et pièces forgées en acier inoxydable 316LN-IG pour le système de couverture ITER
PRODUIT
Pièces forgées et pièces forgées en acier inoxydable 316LN-IG pour le système de couverture du réacteur thermonucléaire expérimental international (ITER)
DÉSIGNATION ÉQUIVALENTE
UNS S31653, 022Cr17Ni12Mo2N, W.Nr.1.4404, 1.4432, X2CrNiMo17-12-2
SPÉCIFICATION STANDARD
ITER_D_G2VF8B V1.1
EN 10222-1 Pièces forgées en acier pour service sous pression, Partie 1: Exigences générales pour les pièces forgées ouvertes
EN ISO 6892-1 Matériaux métalliques, Essai de traction, Partie 1: Méthode d'essai à température ambiante
EN ISO 6892-2 Matériaux métalliques, Essai de traction, Partie 2: Méthode d'essai à température élevée
EN 10228-4 Contrôle non destructif des pièces forgées en acier, Partie 4: Contrôle par ultrasons des pièces austénitiques
et pièces forgées en acier inoxydable austéno-ferritique
EN 10228-2 Contrôle non destructif des pièces forgées en acier, Partie 2: Contrôle par ressuage
EN 10204 Produits métalliques: Type de documents d'inspection
EN ISO 643 Aciers détermination micrographique de la granulométrie apparente
ASTM E 45 Méthodes d'essai standard pour déterminer la teneur en inclusion de l'acier
Méthodes d'essai standard ASTM A342 pour la perméabilité des matériaux faiblement magnétiques
COMPOSITION CHIMIQUE (% en poids)
| C | Ni | Co | Cr | Mo | Nb | B | Ta |
| ≤0,03 | 12.0-12.5 | ≤0,05 | 17.0-18.0 | 2,30-2,70 | ≤0,10 | ≤0,0010 | ≤0,01 |
| Cu | Ti | Mn | Si | P | S | N | |
| 0,30 | ≤0,10 | 1,60-2,00 | ≤0,50 | ≤0,025 | ≤0,010 | 0,060-0,080 |
CONTENU F ERRITE ET PERMÉABILITÉ MAGNÉTIQUE
La teneur en ferrite évaluée à l'aide du diagramme de Schaeffler, modifié par Pryce et Andrews (figure RMC 1341.2, section 3, RCC-MR 2007) doit être inférieure à 0,5%.
La perméabilité magnétique relative des pièces forgées finies doit être mesurée à température ambiante après recuit en solution. La valeur mesurée doit être inférieure ou égale à 1,03 pour les champs supérieurs à 80000A / m (1000Oe) selon la méthode d'essai 2 ou mesurée avec un indicateur de faible perméabilité μ selon la méthode 3 de la norme ASTM A342.
Un échantillon par lot doit être prélevé dans une position proche des éprouvettes mécaniques.
Les mesures effectuées avec d'autres méthodes physiques (par exemple le permascope, le magnétoscope, etc.) peuvent être acceptées à condition que des informations soient fournies sur le type et la marque commerciale de l'appareil proposé et des informations sur l'étalonnage. Pour ces méthodes, 1 essai sera requis par forgeage.
S TRUCTURE
Un examen micrographique, avec photographies, doit être effectué parallèlement à la direction principale d'extension. La structure doit être homogène.
(1) Taille des grains
Le nombre de grains déterminé conformément à l'EN ISO 643 doit être supérieur ou égal à 3. La détermination est effectuée sur des échantillons d'essai prélevés à proximité immédiate des éprouvettes mécaniques.
(2) Inclusions non métalliques
Le montant et la définition doivent répondre aux exigences du manuel du vide ITER; les définitions doivent être conformes à la norme ASTM E45-10: Microinclusions (inclusions indigènes détectables par des méthodes d'essai microscopiques): la méthode D est applicable à la norme ASTM E45-10. Le nombre de niveaux de gravité doit être au plus 1 pour les types d'inclusions A, B et C et au plus 1,5 pour D.
CONDITION DE LIVRAISON
Dans la solution traitée thermiquement et usinée selon le profil tel que livré.
PROPRIÉTÉS DE TRACTION
| Température d'essai ℃ | Résistance à la traction MPa | Limite d'élasticité (0,2%) min MPa | Allongement (5d) min% |
| Pièce | 525 -700 | ≥220 | ≥45 |
| 250 | ≥415 | ≥135 | - |
EXAMEN DE PÉNÉTRATION
Une inspection à 100% du liquide pénétrant de chaque pièce forgée doit être effectuée conformément aux exigences de la norme EN 10228-2. L'utilisation d'un pénétrant liquide approuvé par ITER est obligatoire, comme spécifié dans le manuel du vide ITER.
EXAMEN V OLUMÉTRIQUE
100% de l'inspection par ultrasons de chaque produit doit être effectuée conformément à la norme EN 10228: partie 4. Les critères d'acceptation, qui dépendent de l'épaisseur, doivent être ceux définis dans la norme EN 10228-4. La classe de qualité 3 est adoptée pour les pièces forgées utilisées pour les applications structurelles.
Cet examen doit être effectué lorsque le profil de la pièce permet des performances d'essai satisfaisantes. Elle doit être effectuée dans l'ordre de préférence suivant:
- après usinage final
- après traitement thermique pour les propriétés mécaniques, que l'on effectue ou non un usinage ultérieur.
Le volume entier de la pièce doit être soumis à un examen aux ultrasons. Une couverture de numérisation de 100% définie au §12.4 de la norme EN 10228-4 doit être effectuée.
Les plages considérées et les critères d'acceptation qui dépendent de l'épaisseur de la pièce examinée, sont ceux définis par la norme EN 10228-4 pour sonde normale.
AVANTAGE COMPÉTITIF:
(1) Plus de 50 ans d'expérience dans la recherche et le développement d'alliages haute température, d'alliages résistants à la corrosion, d'alliages de précision, d'alliages réfractaires, de matériaux et de produits en métaux rares et en métaux précieux.
(2) 6 laboratoires clés de l'État et centre d'étalonnage.
(3) Des centaines de technologies de brevets.
(4) Excellente qualité et performances nécessaires pour garantir le fonctionnement stable d'ITER.
(5) Fournisseur fiable à long terme approuvé par ITER CHINA.
TERME D'AFFAIRES
| Quantité minimum d'achat | 1 pièce |
| Prix | Négociable |
| Détails de l'' emballage | Empêcher l'eau, transport maritime, boîte en bois non fumigation |
| marque | Selon la commande |
| Heure de livraison | 90-120 jours |
| Modalités de paiement | T / T, L / C à vue, D / P |
| Capacité d'approvisionnement | 200 tonnes métriques / mois |
Personne à contacter: Mr. lian
Téléphone: 86-13913685671
Télécopieur: 86-510-86181887